- Accueil
- Nettoyage cryogénique
- Formation
- Nettoyage Cryogénique vs. Laser : le guide complet pour choisir la meilleure technologie
Nettoyage Cryogénique vs. Laser : le guide complet pour choisir la meilleure technologie
Nettoyage Cryogénique vs Laser : le guide complet 2025
Le nettoyage industriel est un enjeu majeur de performance, de sécurité et de rentabilité. Face aux méthodes traditionnelles (sablage, produits chimiques), deux technologies de pointe se distinguent : le nettoyage laser et le nettoyage cryogénique. Souvent mis en concurrence, ils répondent en réalité à des besoins très différents. Alors que le laser est un spécialiste ultra-précis du métal, la cryogénie s'impose comme la solution polyvalente par excellence.
Cet article vous offre une analyse détaillée et objective pour vous aider à faire le bon choix en fonction de vos supports, de vos contaminants et de vos objectifs de production.
Comprendre les principes fondamentaux
Pour bien choisir, il est essentiel de comprendre le fonctionnement de chaque technologie.
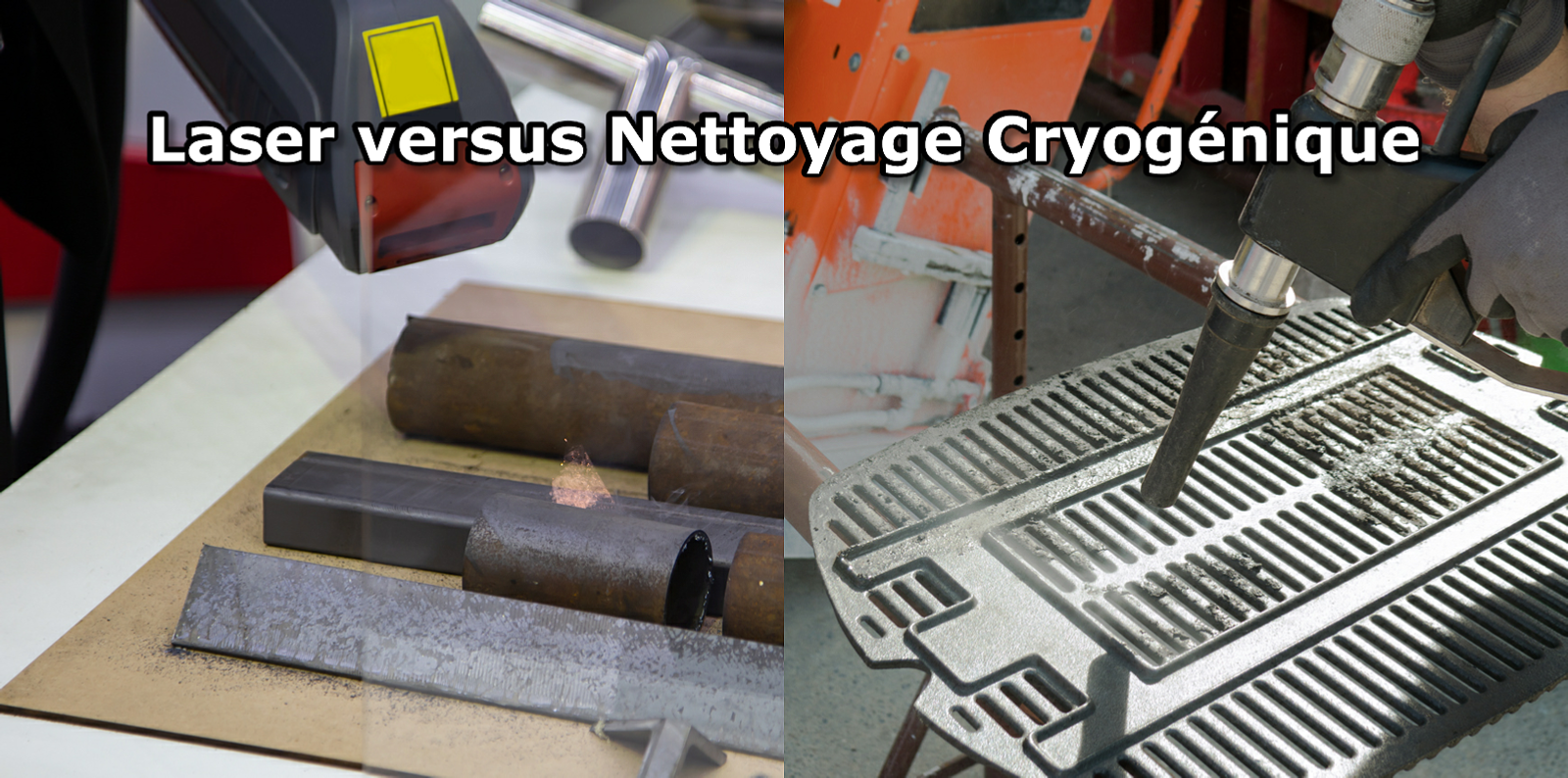
Le Nettoyage Laser : la précision par ablation
Le nettoyage laser utilise un faisceau de lumière à haute énergie pour pulvériser et vaporiser les contaminants à la surface d'un matériau. Ce processus, appelé ablation laser, est extrêmement précis. L'énergie est absorbée par la couche de pollution (rouille, peinture, oxyde), qui est instantanément chauffée jusqu'à s'évaporer, laissant le substrat intact.
Idéal pour : Les travaux de précision sur des surfaces métalliques, comme l'élimination d'oxydes fins, la préparation de surface avant soudure ou collage, et le décapage de revêtements minces.
Le Nettoyage Cryogénique : la triple action
Le nettoyage cryogénique, ou grenaillage à glace carbonique, projette des pellets de dioxyde de carbone (CO₂) solide à -78,5 °C sur la surface à traiter. Son efficacité repose sur une triple action :
-
Impact Mécanique : Les pellets fragilisent la couche de saleté à l'impact.
-
Choc Thermique : Le froid intense fait se contracter le contaminant, le fissurant et le décollant du support.
-
Sublimation : Au contact de la surface, la glace carbonique passe directement de l'état solide à l'état gazeux. Cette expansion (environ 800 fois le volume initial) produit un effet de souffle qui "soulève" la pollution, sans laisser le moindre résidu abrasif ou humide.
Idéal pour : Un large éventail d'applications où la surface ne doit être ni abrasée, ni chauffée, ni mouillée.
Le grand comparatif : critère par critère
Analysons maintenant les deux technologies sur les points clés qui guideront votre décision.
1. Polyvalence des Supports : Le point de rupture majeur
-
Laser : C'est le spécialiste incontesté du métal. Son efficacité est maximale sur l'acier, l'aluminium, la fonte, etc. Cependant, sur les matières non métalliques (plastiques, bois, composites, caoutchouc, pierre), le risque de dommage est réel : carbonisation, fusion, ou simple inefficacité si le matériau n'absorbe pas correctement le faisceau.
-
Nettoyage Cryogénique : C'est sa plus grande force. Le procédé est multi-supports et non abrasif, car le média utilisé, la glace carbonique possède la dureté de la craie, soit 2 mohs. L'efficacité de nettoyage est la même sur les métaux, les plastiques, le verre, le bois, les composites et les textiles sans altérer leur état de surface. C'est la solution de choix pour les parcs machines outils ou les matériaux sensibles.
2. Efficacité sur les Contaminants
-
Laser : Très performant pour éliminer les oxydes (rouille, calamine), les revêtements fins et les contaminants bien liés à une surface métallique. Il est moins efficace sur les pollutions épaisses, molles ou grasses (graisses, boues) qui absorbent l'énergie et agissent comme un écran.
-
Nettoyage Cryogénique : Extrêmement efficace sur une large gamme de pollutions : huiles, graisses, résidus alimentaires, suie, cires, colles, démoulants, résines, et même biofilms. L'action mécanique-thermique vient à bout de contaminants tenaces. Ses limites reconnues sont : la rouille profonde (il n'est efficace que sur la fleur de rouille),certaines peintures techniques très résistantes (époxy, bicomposant), et les pollutions dont la conductivité est plus ou moins égal à "0 λUi W/(m.K)".
3. Vitesse, Précision et Intégration
| Critère | Nettoyage Laser | Nettoyage Cryogénique |
| Vitesse | Très rapide sur des zones localisées et des contaminants fins. | Souvent plus rapide sur de grandes surfaces grâce à des buses à jet large. |
| Précision | Extrême. Parfait pour le traitement de petites zones ciblées. | Bonne, mais optimisée pour le débit et la couverture plutôt que pour le micro-détail. |
| Intégration | Complexe et stricte. Nécessite une zone de sécurité laser de classe 4, des écrans de protection, des EPI spécifiques et un personnel formé (risques oculaires et cutanés). | Agile et simple. Plus bruyant (dû à l'air comprimé), mais se déploie facilement en atelier ou sur site. Les seules contraintes sont une bonne ventilation pour éviter l'accumulation de CO₂ et des EPI standards (gants, lunettes, protections auditives). |
L'Analyse Économique : Au-delà du Coût d'Achat
L'aspect financier est souvent un point de friction, mais une analyse superficielle peut être trompeuse. Il faut raisonner en Coût Total de Possession (TCO).
Coût d'Investissement (CapEx) vs. Coût Opérationnel (OpEx)
-
Laser : L'investissement initial (CapEx) est très élevé, allant de 25 000 € à plus de 100 000 € selon la puissance. Les coûts opérationnels (OpEx) sont faibles, se limitant à l'électricité et à la maintenance de la source laser, qui reste une pièce coûteuse.
-
Nettoyage Cryogénique : L'investissement (CapEx) est nettement plus accessible. Les coûts opérationnels (OpEx) incluent les consommables : la glace carbonique et l'air comprimé.
La rentabilité cachée de la cryogénie
Certains arguments pointent du doigt le coût des consommables cryogéniques. Or, les études de cas industriels prouvent le contraire. Une analyse documentée a montré qu'une entreprise a réduit ses coûts de nettoyage annuels de 98 000 € à 51 200 € en passant à la cryogénie. Les économies proviennent de :
-
Réduction massive des temps d'arrêt (jusqu'à 80 %), car le nettoyage se fait souvent en place, sans démontage long et fastidieux.
-
Suppression des coûts de séchage (48h pour une machine à laver vs. 0h en cryo).
-
Absence de déchets secondaires. Contrairement au sablage, il n'y a aucun abrasif à collecter et à traiter. Seule la pollution initiale est balayée.
-
Préservation des équipements, évitant les réparations coûteuses dues à l'abrasion.
Le coût horaire de la cryogénie, incluant l'opérateur et les consommables (environ 100-150 €), devient ainsi extrêmement compétitif face aux coûts cachés des autres méthodes.
FAQ : Réponses aux Questions Fréquentes
Le laser peut-il remplacer le nettoyage cryogénique ?
Non. Le laser est un excellent complément pour des tâches spécifiques sur métal. La cryogénie reste indispensable pour la polyvalence multi-matériaux et le nettoyage non agressif.
Le nettoyage cryogénique est-il vraiment écologique ?
Oui. Le CO₂ utilisé est un gaz recyclé, récupéré d'autres processus industriels. Le procédé ne génère ni eau usée, ni produit chimique, ni déchet secondaire, présentant un bilan carbone souvent neutre.
La logistique de la glace carbonique est-elle un problème ?
Ce n'était vrai que par le passé. Aujourd'hui, le réseau d'approvisionnement est mature, avec des livraisons rapides partout en Europe. De plus, de nombreuses entreprises s'équipent de pelletiseurs pour produire leur propre glace sur site, éliminant toute contrainte logistique.
Conclusion : "la niche" contre le "polyvalent"
Le choix entre le laser et la cryogénie n'est pas une question de supériorité technologique, mais d'adéquation à l'application:
- Optez pour le nettoyage laser si vous travaillez quasi exclusivement sur du métal, si vous avez besoin d'une précision chirurgicale sur des zones localisées, et si vous pouvez dédier un espace sécurisé à cette activité, ou bien
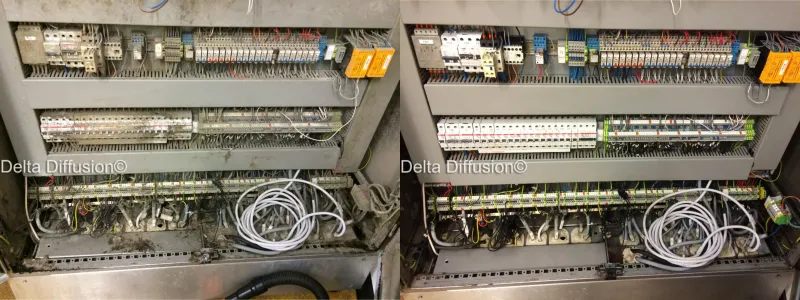
- Optez pour le nettoyage cryogénique si vous gérez un parc de machines outils, ou si vous devez intervenir sur des matériaux mixtes, ou vous devez nettoyer des équipements sensibles (moules, circuits électriques, patrimoine). Si vous traitez de grandes surfaces ou des pollutions organiques, et si la flexibilité et la rapidité d'intervention sans démontage sont vos priorités, la solution c'est le nettoyage par cryogénie !
Pour la grande majorité des besoins industriels, le nettoyage cryogénique s'avère être une technologie mature, économiquement viable, écologiquement responsable et d'une polyvalence inégalée.
Pour plus d'informations, sur nos formations et nos solutions de nettoyage par glace carbonique ou laser, contactez-nous ou téléphonez au 04 81 61 02 75



Avantages de la Cryogénie : le nettoyage par cryogénie pour un nettoyage à la vitesse grand V à Lyon et en France

Avantages du nettoyage cryogénique de systèmes électriques à Paris et en France

